Welding Aids
Fume Extracters
DESCRIPTION
This mobile welding fumes filter is BGIA-certified for all TEKA suction
arms (0 150 mm). Separation efficiency is = 99 %. The unit corresponds to
the security requirements for units of the welding fume category W3
(high-alloyed steels). When handling the unit correctly, you can use it for
circulating air operation because it fulfils the requirements for the
exceptional rules according to the new hazardous substances ordinance. A
stable construction made of steel plate with continuous powder coating
guarantees a low maintenance even under rough conditions. The gross
particles are separated in the pre-filter. Afterwards the air is guided
through the particle filter where even finest fumes and dusts are separated.
The lifting device guarantees an absolute impermeability and therefore the
separation efficiency of the filter unit. The air is evacuated on the
backside of the unit through an outlet grill and rises up. Thus, at a
distance of 1 m you cannot perceive a disturbing air flow any more. The unit
is fitted with a high-capacity fan with high negative pressure which
guarantees a high volumetric flow even if the filter is saturated.
Standard Equipment
- Extensive pre-filter mat
- Particle filter with separation efficiency = 99 %
- Optical and acoustic filter monitoring Lifting device
- Operation hour meter
- Mains plug with sense of rotation display (for 400 V version)
Operation control lamp
Optionally Available (with BGIA certification)
- Auto start-stop
- Lighting equipment
- On/off switch via suction hood
Optionally Available (without BGIA certification)
- Aluminium pre-filter Activated carbon element
Technical Data
CAREMASTER - BGIA mechanical filter unit
| Maximum volumetric flow of fan |
2500 m3/h |
| Maximum pressure |
2500 Pa |
| Engine performance |
1.1 KW |
| Separation efficiency |
=99% |
| Sound Level |
Ca. 70dB(A) |
| Dimensions (W x D x H) |
665 x 681 x 995mm |
| Weight |
Ca. 122 Kg. |
|
 |
Available Versions
CAREMASTER - BGIA mechanical filter unit fitted with 1 suction element -
BGIA Certified
|
|
Length |
|
|
|
|
|
2 Meter |
3 Meter |
4 Meter |
12 Meter |
| Suction arm hose type |
Internal Joints |
97 300 100 |
97 300 101 |
97 300 102 |
|
|
External Joints |
97 300 110 |
97 300 111 |
97 300 112 |
|
| Suction arm pipe type |
Internal Joints |
97 300 120 |
97 300 121 |
97 300 122 |
|
|
External Joints |
97 300 130 |
97 300 131 |
97 300 132 |
|
| Hose |
|
|
|
|
97 300 140 |
|
|
D. P. Testing
A SIMPLE but Highly efficient three pack N.D.T
System, Suitable for checking welds and Stressed machine parts for cracks
and flaws, before and aftre welding or machining.
Specification
- Great for most metals, plastics and other
- Solid Surface
- Good coverage
- Easy applied
- Portable
- Sulphur and chlorine free
- Non toxic and Non - corrosive
Used By
- Aviation
- Automotive plants
- Pressure vessels
- Casting & forgings
- Boilers
- Tubes
- Railways
- Nuclear
- Ships
- Chemical Vessels
- Pipe lines
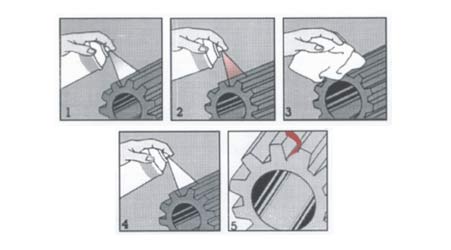
D. P. Testing Kit
- Pre-clean inspection area with CLEANER SC-30TM to remove
oil, grease or with wire brush to remove Scale, rust for easier
penetration.
- Spray or brush with PENETRANT SC-10TM Allow penetration
time as per table below.
Area coverage 50Sq mts/ lit. appox.
- Wipe Surface Clear, using Cloth Soaked in CLEANER SC-30TM,
Taking care. Penetrant from defect should not be removed
- Shake the Aerosol can vigorously or stir the bulk developer. Spray
DEVELOPER SC-20TM in thin, uniform film, from a distance of
8 to 12 inches and 6-8 short sections at a time. Allow to dry.
Area coverage 25 Sq mts/ lit. appox.
- The vived red colour combined with better capibility action results
in sharply defined flaw indication
The
Dye-penetrant method of in spection with flaw test System may
be used on materials Such as Aluminium, Magnesium, Barss, Copper, Cast Iron,
Steel, Stainless Steel, Ceramic & Certain Plastics.
Minimun Penetration Time For Penetrants, For Parts-Having Temperature of
15oC to 35oC
| Meterial |
From |
Type of Discontinuity |
Penetration Time (Min) |
| Aluminium |
Casting |
Porosity |
5 to 10 |
| Cold Shuts |
5 to 10 |
| Welds All |
Lack of Fution |
5 |
| Cracks |
10 |
| Magnesium Brass & Bronze |
Casting |
Porosity |
5 to 10 |
| Cold Shuts |
5 to 10 |
| Welds Brazed Parts All |
Lack of Fution |
10 |
| Porosity |
10 |
| Cracks & Fatigue Craks |
10 to 20 |
| Steel |
Casting |
Porosity |
10 |
| Cold Shuts |
10 |
| Eztrution & Forging Welds All |
Lack of Fution |
20 |
| Porosity |
20 |
| Cracks |
20 |
| Fatigue Craks |
20 |
| Carbide Tip Tools |
I |
Lack of Fution |
5 |
| Porosity |
5 |
| Cracks |
10 |
| Titanium & High Temp Alloys |
All |
|
20 |
| For Lower Temperature
Penetration Time to be Incraesed |
|
|
- Each of above product is available in standard 300 gms aerosol cans
or 1 & 5 litres carbouys
- Due to continuos development. We reserve the right to modify
specification without notice
- Flaw test must be used in a well ventilated space such that Vapours
are carried away
Additional Information:
- Minimum Order Quantity: 10 Piece
- Production Capacity: 100000
- Delivery Time: ready stock
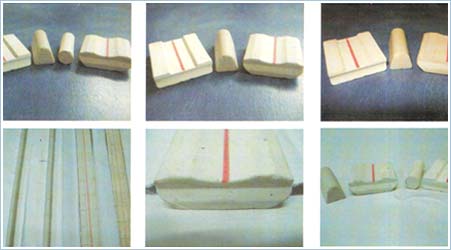
Backing Tapes
- Achieve X-Ray quality back beads on Root Pass
- Weld one side only.
- Deposit more weld metal.
- Root weld & Fill in one Pass.
- Eliminate defects & rework.
- Eliminate costly unnecessary Gouging,
- Grinding, Welding & Handling.
- Hitech Sintered ceramics - Profiles.
- Sizes 6mm to 150mm.
- Special sizes & Profile available.
- Especially packaged & sealed in plastic for moisture protection.
- Wider heat receptive pressure sensitive foil for extra improved
adhesion to work piece.
- Special high receptive foils are also available on request.
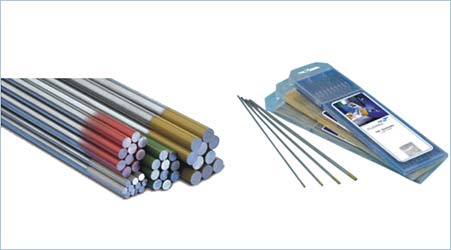
Plansee Tungsten
Electron Work Function :
For perfect ignition & arc stability, the electron work function needs
to be as low as possible. This is guaranteed by the oxide doping of
tungsten.
Oxide Content :
A decisive factor for the characteristics of an electrode is the volume
percentage of oxide additives. In thorium free qualities this content is
higher than in a conventional Wt20 electrode.
Oxide distribution :
The more homogeneous & fine distributed the oxides are in the
structure, the better are the effects on arc stability, ignition, burn-off
behavior and service life.
The thorium free qualities Wc20 & GOLD plus are characterized by a
considerably more homogeneous and finer distribution of oxides.
Burn-off / Service life :
Crack-free electrodes as well as a constant electrode tip geometry are
required for low burn-off & therefore long service life. Due to perfect
precision in the forming process, PLANSEE supplies high quality electrodes
without any distribution of oxides.
Thorium free TIG welding electrodes :
The substitute materials cerium & lanthanum have proofed themselves as
non-radioactives substitutes for thorium oxide. Both materials have an
especially low electron work function, which is even lower than that of
thorium oxide. Our thorium free TIG-welding electrodes (W, Wc20, GOLD plus)
meet requirements concerning ecological & health related aspects.
| Electrode type |
Electrode type |
Fields of application |
Electrode type |
| GOLD plus (1.5%, Lanthan Gold) |
AC/DC |
Non & high alloyed steels, aluminium alloy, magnesium
alloys, titanium alloys, nickel alloys, copper alloys |
Excellent ignition & reignition, performance long service
life, especially in the higher current range, excellent arc
stability, suitable for high demands to replace WT20 |
| WC20 (2.0% cer. Grey) |
AC/DC |
Non & high alloyed steels, aluminium alloy, magnesium
alloys, titanium alloys, nickel alloys, copper alloys |
Excellent ignition & reignition in the low air range, long
service life, excellent arc stability, to replace WT20 |
| W (100% W, green) |
AC |
Aluminium alloys, magnesium alloys |
Good arc stability, lower current carrying capacity than doped
electrodes |
| WT20 (2.0% thorium, red) |
DC |
Non & high alloyed steels, titanium alloys, nickel, copper |
Good ignition & reignition performance, possible health
risks if not handled properly, replace by GOLDplus orWC20 |
|
|
Anti
Spatter Water Base
DESCRIPTION
- Cal - Guard Anti Spatter is a water based, paintable, cost effective
and non-inflammable agent for the prevention of weld - spatter adhering
to metal surfaces during the welding process.
- Cal - Guard Anti-Spatter Spray has outstanding performance preventing
spatter sticking to a wide range of steels, including mild steel,
stainless steel and aluminium.
- Cal - Guard Anti Spatter Spray avoids the need for mechanical
abrasion or grinding of weld spatter following welding.
BENEFITS
- Non toxic, bio-gradable, Non flammable, Ozone Safe, Uniform Spray
with no air bubbles, Paintable, contains no silicones, User safe
PACKING
- Cal - Guard anti spatter is available in 1 litre, 5 litre drums, 500
ml trigger spray packs available on request.
PHYSICAL PROPERTIES
- Appearance : Light red mixes freely with water.
- Boiling Point (Deg C) : 1000 C
- Specific : 1.008
Weldbrite - Stainless
Steel Cleaning Gel
DESCRIPTION
- Welbrite utilises innovative Australian Technology for the
formulation of a high adhesion stainless steel pickling gel. It is used
to remove the black oxide marks or burn scale left during welding of
stainless steel.
- After use of Welbrite the weld area should have the same look as the
rest of the steel being used. Welbrite leaves a clean professionally
finished stainless steel weld area.
WELDBRITE PICKLING GEL
- Is a strong AST A 380 complaint formulation.
- A thick high adhesion gel.
- Effectively removes free iron.
- Provides fast ating, one step descaling.
- Completely water soluble.
- Weldbrite Pickling and cleaning of weld area and the heat affected
zone
- Enhancement of the auto passivation process Efficiency in
fabrication.
- Non residual treatment.
- Easy to use, even on vertical surfaces.
PHYSICAL PROPERTIES
- Boiling Point : N/A
- Specific Gravity : 1.15
- Water Solubility : Miscible
- pH (as supplied) : Opaque, white acidic gel, pungent acidic odour
PACKING SIZES
- Weldbrite is available in 1 Kg., 2.5 Kg. And 25 Kg. Pack